Pri výrobe oceľových rúr sa používajú rôzne zváracie technológie, z ktorých každá má svoje špecifické vlastnosti a aplikácie. Medzi najbežnejšie patria metódy ERW (elektrické odporové zváranie), SSAW (špirálové zváranie pod tavivom) a LSAW (pozdĺžne zváranie pod tavivom). Pochopenie rozdielov medzi týmito metódami je kľúčové pre výber správneho typu rúry pre konkrétny projekt.
Elektrické odporové zváranie (ERW)
Elektrické odporové zváranie (ERW) je skupina zváracích procesov, ktoré spájajú zvarové povrchy. Teplo potrebné na vytvorenie zvaru je generované elektrickým odporom materiálu v kombinácii s časom a silou použitou na držanie materiálov spolu počas zvárania. Oceľové rúry a rúrky ERW sú k dispozícii v rôznych kvalitách, hrúbkach stien a priemeroch hotových rúr.
Špecifikácia ERW oceľového potrubia:
- Typ potrubia: ERW potrubie, ERW oceľové potrubie, elektricky odporovo zvárané potrubie
- Použitie: Na nízkotlakové prenosy kvapalín, výroba strojov
- Špecifikácia: OD: 21,3 mm ~ 660 mm, WT: 1 mm ~ 17,5 mm, DĹŽKA: 0,5 m ~ 22 m (5,8/6/11,8/12 metrov, SRL, DRL)
- Štandard & Trieda: ASTM A53, trieda A/B/C, nehrdzavejúca oceľ, legovaná oceľ
- Koniec: štvorcové konce/hladké konce (rovný rez, rezanie pílou, rezanie horákom), skosené konce
- Povrch: holý, slabo olejovaný, čierny/červený/žltý náter, zinok/antikorózny náter
- Balenie: Balené/hromadné, zapojené plastové uzávery, zabalený vodotesný papier
Chemické zloženie a mechanické vlastnosti triedy A/B/C:
| Symbol | Chemické zloženie Cmax | Si max | Mn max | P max | S max |
|---|---|---|---|---|---|
| Stupeň A | 0.14 | 0.04 | 0.90 | 0.035 | 0.040 |
| Stupeň B | 0.17 | 0.04 | 0.90 | 0.035 | 0.040 |
| Stupeň C | 0.24 | 0.04 | 0.90 | 0.035 | 0.040 |
| Symbol | Bod výťažku min MPa | Pevnosť v ťahu MPa | Predĺženie v 2 palcoch (50 mm)% |
|---|---|---|---|
| Stupeň A | 165 | 310-450 | 30 min |
| Stupeň B | 185 | 345-450 | 28 min |
| Stupeň C | 205 | 380-515 | 25 min |
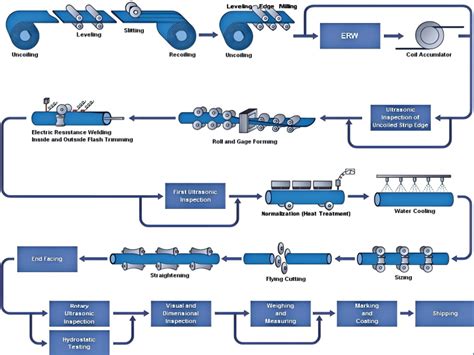
Výrobný proces pre ERW oceľové potrubie:
Oceľové rúry ERW sa vyrábajú valcovaním kovu a následným zváraním pozdĺž jeho dĺžky. Oceľové rúry ERW sú zvárané pozdĺžne, vyrobené zo Strip/Coil a môžu byť vyrobené až do 24” OD. Rúrka ERW tvarovaná za studena z oceľovej pásky pretiahnutej sériou valcov a tvarovaná do trubice, ktorá je tavená elektrickým nábojom. Typický proces výroby rúrok ERW Prime Steel Pipe vo všeobecnosti zahŕňa nasledujúce kroky: odvíjanie, vyrovnávanie, rezanie konca, zváranie na strih na konci, akumulátor Supercoil, rezanie hrán, ultrazvuková detekcia, formovanie, elektrické indukčné zváranie, ultrazvuková detekcia zvaru, strednofrekvenčné tepelné spracovanie, vzduchové chladenie, vodné chladenie, kalibrácia, lietajúce rezanie, vyprázdnenie, orezanie, testovanie sploštenia, narovnanie, čelná strana a skosenie, hydrodynamické testovanie, ultrazvuková detekcia zvaru, ultrazvuková detekcia konca potrubia, vizuálna kontrola a kontrola rozmerov, váženie a meranie, značenie, povlak, ochrana konca potrubia, ohýbanie a doprava.
Proces zvárania ERW potrubia:
Pri výrobe rúr a rúr je k dispozícii niekoľko spôsobov elektrického odporového zvárania (ERW). Všetky procesy ERW majú jednu vec spoločnú - všetky vyrábajú kovaný zvar. Kovaný zvar vzniká pôsobením kombinácie tepla a tlaku alebo kovacej sily na zónu zvaru. Úspešný kovaný zvar využíva optimálne množstvo tepla, ktoré je za normálnych okolností o niečo menšie ako teplota tavenia materiálu, a takmer simultánne pôsobenie obvodového tlaku na rez, ktorý tlačí vyhrievané okraje k sebe. Teplo generované zváracou silou je výsledkom odolnosti materiálu voči toku elektrického prúdu. Tlak pochádza z kotúčov, ktoré stláčajú rúrku do konečného tvaru. Dva hlavné typy ERW sú vysokofrekvenčné (HF) a rotačné kontaktné koleso.
Základy HF zvárania:
Dva hlavné aspekty vysokofrekvenčného zvárania sú procesy a napájanie. Procesy zahŕňajú zváranie pomocou priameho kontaktu (KV) a VF indukcie. V oboch procesoch je zariadenie, ktoré dodáva elektrický prúd, nezávislé od zariadenia, ktoré dodáva tlak kovárne. Obe vysokofrekvenčné metódy môžu tiež využívať prekážky, čo sú mäkké magnetické súčiastky umiestnené vo vnútri trubice, ktoré pomáhajú zamerať zvárací prúd v okrajoch pásu.
- VF indukčné zváranie: Zvárací prúd sa prenáša na materiál cez pracovnú cievku pred bodom zvaru. Pracovná cievka sa nedotýka trubice - elektrický prúd je do materiálu indukovaný prostredníctvom magnetických polí, ktoré trubicu obklopujú. Vysokofrekvenčné indukčné zváranie eliminuje kontaktné značky a znižuje potrebu nastavenia pri zmene veľkosti rúrky. Tiež vyžaduje menšiu údržbu ako kontaktné zváranie. Odhaduje sa, že 90 percent rúrkových mlynov v Severnej Amerike používa vysokofrekvenčné indukčné zváranie.
- VF kontaktné zváranie: Zvárací prúd sa prenáša na materiál cez kontakty, ktoré jazdia na páse. Zváracia sila sa aplikuje priamo na rúrku, čo robí tento proces elektricky účinnejším ako vysokofrekvenčné indukčné zváranie. Pretože je účinnejší, je vhodný na výrobu rúr s hrubými stenami a veľkými priemermi.
Základy zvárania rotačným kontaktným kolesom:
Pri zváraní s rotačným kontaktným kolesom je elektrick prúd prenášaný cez kontaktné koleso v mieste zvaru. Kontaktné koleso tiež aplikuje určitý tlak kovárne potrebný na proces zvárania. Tri hlavné typy rotačných kontaktných zváračiek sú striedavé, jednosmerné a štvorcové vlny. Vo všetkých troch zdrojoch napájania je elektrický prúd prenášaný zostavami kefiek, ktoré zachytávajú klzné krúžky pripevnené k rotačnému hriadeľu, ktorý nesie kontaktné kolesá. Tieto kontaktné kolesá prenášajú prúd na okraje pásu.
Povrchová úprava pre ERW oceľové potrubie:
ERW oceľová rúrka, skratka pre elektricky odporovo zváranú oceľovú rúrku, sa široko používa na dodávku nízkotlakových kvapalín, ako je voda, plyn a v ropných poliach, pri vrte ropy a výrobe strojov. Medzi bežné povrchové úpravy patria:
- Epoxid z fúznych väzieb (FBE): Používa sa na ochranu oceľových rúrok pred koróziou, pracovná teplota sa môže zvýšiť od 180 °C do 250 °C.
- Lakovanie: Najbežnejšia povrchová úprava, ktorá poskytuje silný antikorózny účinok.
- PE (polyetylén) a 3PE: Široko používané v potrubiach na prepravu kvapalín.
- Čierny olejový náter: Používa sa na všetky druhy oceľových rúr, predlžuje životnosť a chráni pred hrdzou.
- Iné nátery: Podľa požiadaviek zákazníka sa používajú aj epoxid z uhoľného dechtu, bitúmenový povlak alebo iné nátery.
Výhody ERW potrubia:
- Presný povrch vďaka lokálnemu zahrievaniu okrajov.
- Možnosť výroby rúrok až do priemeru 0,4 metra.
- Možnosť výroby z ocelí s približne 0,3% uhlíka.
- Hospodárnosť, najmä pri nízkotlakových aplikáciách.
Aplikácie ERW potrubia:
Oceľové rúry ERW sa používajú na rôzne technické účely, oplotenie, lešenie, potrubné potrubia atď. Sú k dispozícii v rôznych dĺžkach. Oceľové rúry ERW sa zvyčajne používajú pre ropné a plynové potrubia, poľnohospodárske účely, pitnú vodu pre domácnosti, v baniach na ťažbu vody, tepelné elektrárne, prepravu, ručné čerpadlá pre hlboké vrty, ako silná ochrana káblov oddeľujúca telekomunikácie, konštrukčné účely atď. Sú k dispozícii s hranaté konce alebo skosené na zváranie, so závitom a so spojkou a s vŕtacou drážkou. Povrchová úprava je k dispozícii v čiernej alebo holej farbe alebo s ochrannými nátermi.
- Na prenos nízkotlakových kvapalín, ako sú vodné potrubia, poľnohospodárstvo a zavlažovanie (vodovody, kanalizačné systémy, priemyselné vodné potrubia, hlboké rúrkové studne [plášť]);
- Na výrobu strojov, ako sú strojárstvo, oplotenie, lešenie, potrubné potrubia atď.;
- Na plynové potrubie (potrubie na zemný plyn), LPG a iný netoxický plyn.
Špirálové zváranie pod tavivom (SSAW)
Špirálové zváranie pod tavivom (SSAW) je proces, pri ktorom sa oceľový pás navíja do špirály a zvaruje sa pozdĺž špirálového švu. Tento proces umožňuje výrobu rúr s veľkým priemerom z užších pásov.

Pozdĺžne zváranie pod tavivom (LSAW)
Rúrky LSAW (Longitudinal Submerged Arc Welding) sú vyrábané z oceľových plechov, ktoré sú ohýbané a zvárané pozdĺžne. Tento proces sa používa na výrobu rúr s veľkým priemerom a hrubými stenami, ktoré sú vhodné pre náročné aplikácie ako sú preprava ropy a plynu.
Rozdiel medzi ERW, SSAW a LSAW
Hlavný rozdiel spočíva v spôsobe zvárania a výrobnom procese:
- ERW: Zváranie odporom pozdĺž priameho švu. Vhodné pre menšie a stredné priemery, nízkotlakové aplikácie.
- SSAW: Špirálové zváranie pod tavivom. Umožňuje výrobu rúr s veľkým priemerom z užších pásov.
- LSAW: Pozdĺžne zváranie pod tavivom. Používa sa na výrobu rúr s veľkým priemerom a hrubými stenami pre náročné aplikácie.